
What is Zero Liquid Discharge? A Guide to ZLD Process and ROI for Indian Factories
There is a quiet crisis running beneath the surface of India’s industrial heartland, literally. Groundwater tables are dropping across Gujarat, Maharashtra, Tamil Nadu, and Punjab. Rivers that once absorbed decades of industrial discharge are now under the microscope of an increasingly assertive regulatory regime. The Central Pollution Control Board and State Pollution Control Boards are no longer issuing warnings, they are issuing closure notices.
For plant managers and factory owners in textiles, pharmaceuticals, power generation, and specialty chemicals, the question is no longer “Do we need a Zero Liquid Discharge plant?” The question has become “How long can we operate without one?”
This is not only a story of fear and compliance. Increasingly, it is a story of competitive advantage, of factory leaders who moved early by implementing Zero Liquid Discharge (ZLD) Systems: Achieving Sustainability and Regulatory Compliance, recovered water they were previously paying to procure, and turned a regulatory burden into a balance sheet win.
This guide explains what zero liquid discharge actually means, how the ZLD process works in an Indian industrial context, and how to think about the return on investment with clarity and honesty.
Why Standard ETPs Are No Longer Enough

Most large Indian factories built their effluent treatment infrastructure during an era when the primary benchmark was visible cleanliness, reducing colour, odour, and suspended solids before discharge. Conventional Effluent Treatment Plants were designed to meet those benchmarks. Many still do, on paper.
The problem is that the regulatory goalposts have shifted, and they are continuing to shift.
Modern ZLD mandates, particularly for industries in ecologically sensitive zones or those drawing from shared water bodies, require something fundamentally different: no liquid discharge at all. Not reduced discharge. Not treated discharge. Zero.
This is where the concept of Total Dissolved Solids (TDS) in water becomes central to the conversation.
The ZLD Process, Stage by Stage
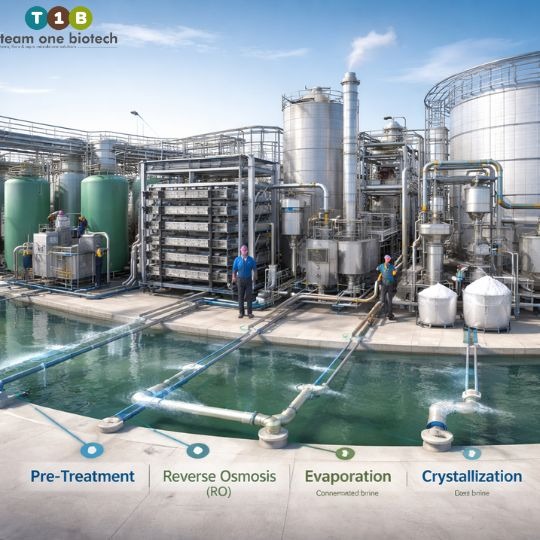
A well-engineered Zero Liquid Discharge plant works by sequentially concentrating and separating dissolved solids from water until the water is recovered for reuse and the solids are left as a manageable solid waste. The process typically moves through three major phases.
Stage 1, Pre-Treatment and Biological Reduction
Before water enters any membrane or thermal system, it must be conditioned. This stage involves:
- Screening and equalization to stabilize flow and concentration
- pH correction and chemical dosing to prevent scaling in downstream equipment
- Biological treatment (activated sludge, MBBR, or SBR) to reduce organic load, BOD and COD, as far as possible
- Clarification and multimedia filtration to remove suspended solids and protect membranes
The quality of pre-treatment directly determines the efficiency and longevity of everything downstream. Factories that underinvest here pay disproportionately higher operating costs in the evaporation stage.
Stage 2, Reverse Osmosis and Membrane Concentration
Once pre-treated, the effluent passes through Reverse Osmosis (RO) systems. RO membranes apply pressure to force water molecules through a semi-permeable barrier, leaving dissolved solids behind in a concentrated reject stream.
A typical ZLD-grade RO train will recover 60% to 80% of the feed water as clean permeate suitable for reuse in the factory.
Please note that these are general values and ranges; actual performance and costs vary based on specific Effluent Treatment Plant (ETP) configurations and influent characteristics.
The remaining 20% to 40% is a high-TDS concentrate. This is where many older ZLD designs stall, because concentrating this reject stream further requires significantly more energy. Advanced systems layer multiple RO passes, or introduce intermediate softening steps, to push recovery rates higher before handing off to thermal processes.
Stage 3, Evaporation, Crystallization, and Solid Recovery
The RO concentrate enters the Multiple Effect Evaporator (MEE) or Mechanical Vapour Recompression (MVR) system, where heat is used to evaporate remaining water, concentrating the dissolved solids into a slurry. This slurry then proceeds to an Agitated Thin Film Dryer (ATFD) or crystallizer, which produces a dry solid cake.
This solid waste is either sent to a TSDF facility for disposal or, in certain cases, recovered as a saleable byproduct, common in the case of sodium sulphate or sodium chloride-heavy textile effluents.
The recovered water from the evaporation stage loops back into the factory’s utility water supply, completing the zero-discharge cycle.
The Indian Context, High Salinity, High Stakes

ZLD is not a European concept transplanted onto Indian soil. In practice, Indian industrial effluents present specific challenges that a generic ZLD design may not adequately address.
Textile clusters in Tirupur, Surat, and Bhilwara generate effluents saturated with reactive dyes, sodium chloride, and sodium sulphate, a combination that accelerates membrane fouling and demands aggressive pre-treatment chemistries.
Pharmaceutical hubs in Hyderabad and Ahmedabad produce complex organic matrices with variable TDS, often combined with solvents and APIs that interfere with biological treatment at the pre-treatment stage.
Thermal power plants face high-TDS cooling tower blowdown alongside fly ash leachate, streams that require separate segregation before any ZLD chain can be applied efficiently.
Localization of the ZLD design, accounting for raw effluent TDS, seasonal temperature variation, water table sensitivity, and the specific regulatory directives of state-level SPCBs, is not optional. It is the difference between a system that performs and one that consumes budget while failing inspections.
The ROI of ZLD, Beyond Compliance, Into Profitability

The most common objection to ZLD investment is upfront capital cost. It is a legitimate concern. ZLD infrastructure is not cheap. But the financial analysis changes significantly when you account for all the variables on both sides of the ledger.
What ZLD Recovers for You
- Freshwater procurement costs: Industries in water-stressed districts are paying increasingly significant sums for tanker water or bore-well deepening. A functional ZLD system can recycle 60% to 85% of process water, dramatically reducing this dependency.
- Chemical input recovery: In certain textile and chemical applications, the crystallized byproduct stream can be partially recovered and reused as a process input, reducing raw material costs.
- TSDF disposal reduction: When biological treatment at the pre-treatment stage is optimized, sludge volumes entering the ZLD chain are lower, which reduces TSDF disposal costs and frequency.
Please note that these are general values and ranges; actual performance and costs vary based on specific Effluent Treatment Plant (ETP) configurations and influent characteristics.
What Non-Compliance Costs You
This part of the calculation is frequently underestimated. The financial exposure from regulatory non-compliance in India’s wastewater sector now includes:
- CPCB/SPCB-imposed penalties and environmental compensation orders
- Production shutdowns enforced by closure notices, some lasting months during legal proceedings
- Bank and insurance risk escalation, as lenders increasingly scrutinize environmental compliance status during credit reviews
- Reputational cost with global buyers, particularly in textiles and pharma, who now conduct supplier environmental audits as standard procurement practice
When the true cost of non-compliance is placed alongside the annualised cost of ZLD ownership, the ROI case strengthens considerably for any factory operating at meaningful scale.
Where Bioremediation Fits, The Biological Edge in ZLD Systems
This is an area that most engineering-focused ZLD vendors do not discuss, but it is one of the most significant levers available for reducing operating costs in a ZLD chain.
The evaporator is the most energy-intensive component of any ZLD plant. The higher the organic and dissolved load entering the evaporator, the more energy and maintenance the system consumes. Every unit of BOD, COD, or biological oxygen demand that is destroyed in the pre-treatment stage is a unit that the evaporator does not have to handle.
This is where biological augmentation, the deliberate introduction of high-performance microbial cultures to enhance biological pre-treatment, creates measurable value. By deploying specialised bacterial consortia that accelerate the breakdown of complex organics, refractory compounds, and high-strength industrial wastewater, it is possible to significantly reduce the load reaching the membrane and thermal stages.
The downstream impact: reduced evaporator run-time, lower energy consumption, and extended membrane life, all of which affect operating cost directly.
At Team One Biotech, this biological optimisation of the ZLD pre-treatment chain is a core area of specialisation. Our formulations are developed for the specific organic profiles and TDS ranges common to Indian industrial effluents, not generic products, but targeted biological solutions calibrated to your plant’s chemistry.
The Next Step, A Compliance Audit Built for Your Industry
ZLD is not a product you purchase off a shelf. It is an engineered system that must be aligned with your effluent characteristics, your water recovery targets, your regulatory timeline, and your capital structure.
The industrial leaders who are ahead of this curve did not get there by waiting for a closure notice. They initiated a structured review of their current ETP performance, identified the gaps between where they are and where regulations require them to be, and built a roadmap with clear financial logic.
If you are operating in textiles, pharmaceuticals, power, or specialty chemicals, and you are not yet certain whether your current ETP infrastructure is ZLD-ready, the most valuable conversation you can have today is a Compliance and System Readiness Audit.
Team One Biotech offers site-specific ZLD readiness assessments that evaluate your current water quality parameters, TDS profile, treatment gaps, and biological pre-treatment potential. We translate technical findings into financial terms, because compliance decisions at this level are investment decisions.
Contact Team One Biotech today to schedule your Compliance Audit or System Optimisation Consultation. Our industrial wastewater specialists work across India’s major manufacturing hubs and understand the ground-level realities of both CPCB mandates and plant operations.
The question is not whether ZLD is coming for your industry. It already has. The question is whether you are positioned to meet it, or caught off guard by it.
Looking to improve your ETP/STP efficiency with the right bioculture?
Talk to our experts at Team One Biotech for customised microbial solutions.
Contact: +91 8855050575
Email: sales@teamonebiotech.com
Visit: www.teamonebiotech.com
Discover More on YouTube – Watch our latest insights & innovations!-
Connect with Us on LinkedIn – Stay updated with expert content & trends!